颜色黑色
规格2040*410*410
是否定制是
包装木箱
密度标准
电阻标准
抗折强度标准
抗压强度标准
热导率标准
颗粒度标准
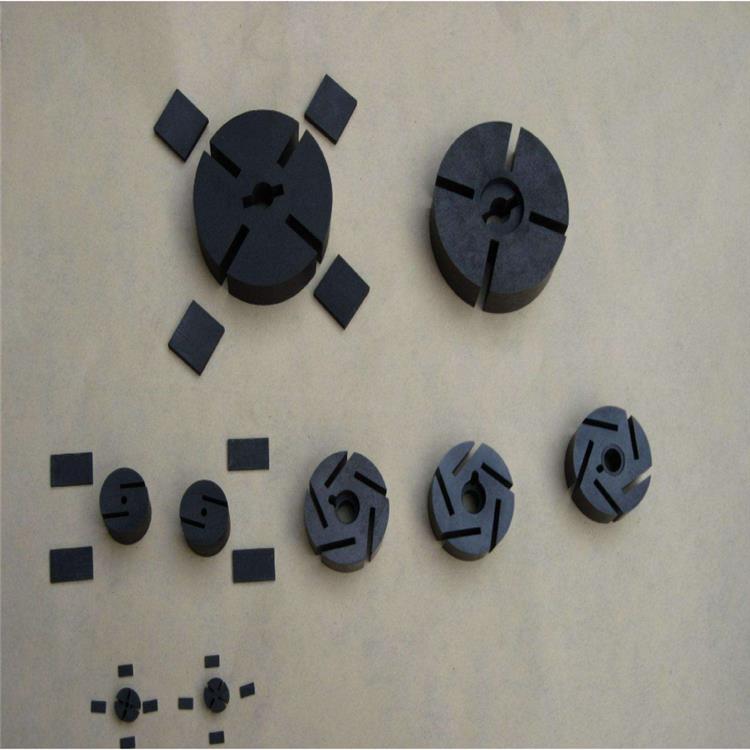
台州市鸿奈德碳素制品有限公司供应的石墨块涵盖振动成型,模压成型以及等静压成型。其中振动成型0.8mm石墨块/石墨方/石墨圆块/进口石墨是我们的主要优势产品,厂家直供,量大且质量有保证,这也是我们的产品得以出口海外的重要保障。
石墨产品因其优良稳定的特性,被广泛的应用于电子,冶金,化工,钢铁等各个领域。
石墨电极与传统铜电极的设计不同。许多模具公司通常在铜电极的粗加工和精加工有不同的预留量,而石墨电极则使用几乎相同的预留量,这减少了CAD/CAM和机器加工的次数,单是这个原因,就足以在很大程度上提高模具型腔的精度。
当然,模具公司由铜电极转用石墨电极后,首先应该清楚的是该如何使用石墨材料以及考虑其他相关因素。如今部分火花机客户采用石墨以电极放电加工,这免除了模具型腔抛光和化学物品抛光的工序却仍然能达到预期的表面光洁度。如不增加时间和抛光的工序,铜电极不可能制作出这样的工件。另外,石墨分为不同的等级,在特定的应用程序下使用适当等级的石墨和电火花放电参数才能达到理想的加工效果,若在使用石墨电极的火花机上操作人员使用与铜电极相同的参数,那么结果肯定是令人失望的。如果要严格控制电极的物料,可将石墨电极在粗加工时设于非损耗状态(损耗少于1%),但铜电极则不使用。

石墨材料价格只需要同等体积的铜电极的15%。目前石墨已成为EDM应用的热门材料,相较之下石墨材料的成本更低,更稳定。
切削加工更为容易
石墨具有优异的机械加工性能。机械加工速度的石墨电极比铜电极多2-3倍。同时,石墨加工完不需要担心毛刺问题。
热膨胀系数低
铜的熔点是1080℃,而石墨是3650℃石墨的 CTE只有铜1/30。它是即使在超高温的情况下性能也非常稳定。即便在铂电极的加工中,石墨电极也有明显的优势。
重量轻,密度低
EDM是英文单词Electrical Discharge Machining的缩写,即电火花加工,EDM石黑行业即模具行业利用石墨的导电性做成电火花模具进行放电加工用的石墨原材料。
EDM石墨(电火花加工)主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,具有加工余量小、加工精度高、生产周期短、制造成本低等突出优点,已在生产中获得广泛的应用,目前国内外的电火花线切割机床已占电加工机床总数的60%以上。
电火花加工是利用电极与工件之间的火花通电时,所产生的瞬时间的高温,去层层蚀除工件表面上材料的原理。电火花加工适用于高硬度导电工件的加工。数控电火花成型机床便是电火花加工的范例。

石墨电极的优点是加工较容易,EDM(电火花)时金属去除率高,以及石墨损耗小。故此,越来越多的模具厂放弃使用铜电极而改用石墨电极。那么,石墨到底有哪些优势呢?
1.石墨的比重是铜的1/5,同等体积石墨的重量相对铜要轻5倍。铜制作成的大型电极由于太重,在长期电火花时对EDM机床主轴精度非常不利。而石墨则不会,而且搬运也非常安全!
2.石墨可以有很高的加工速度,一般石墨的加工速度较普通金属5倍。而且选择硬度合适的和石墨,可减少的磨损和电极的损耗。
3.石墨成型容易且不会变形,有些形状的电极用铜不易制作而用石墨能轻易达到。如:薄片电极,铜在机加工和EDM时容易变形,而石墨却能很容易的达到,且石墨在EDM时可以用较大的电流和加工速度,不用担心因温度过高产生变形而使工件受到损坏。
由熔融金属状态直接连续(或半连续的)制造棒材或管材等的生产方法。人造石墨作为有色金属的连续铸造或半连续铸造用模具被认为是合适的材料。生产实践,连续铸造行业采用石墨模具,因其导热性能良好(导热性能决定了金属或合金的凝固速度),模具的自润滑性能好等因素,不但使铸型速度提高,而且由于铸锭的尺寸,表面光滑,结晶组织均匀,可直接进行下道工序的加工。这不仅大大提高了成品率,减少了废品损失,而且产品质量也有大幅度的提高。
连续铸造方法有立式连续铸造法和卧式连续铸造法两种。
连续铸造石墨模具也应用与金属冶炼行业,融化的金属可以用石墨模具来铸造。石墨模具是可以重复使用,但是有一些设计只能是一次性的。使用石墨模具可以直接铸造地创造性的小晶粒铸件。
热膨胀系数是决定石墨用作模具材料的重要因素。铸模是具有非常不均匀温度的介质,由于熔融材料而从内部热到由于施加到其上的冷却过程而在外部冷。石墨表现出的低热膨胀系数使模具能够发挥作用而不会变形或开裂。另一个非常重要的因素是自润滑。石墨是一种固体润滑剂,可以使模具和铸造材料之间产生低摩擦。随后,石墨可以平稳地提取铸件。
http://www.zjqyshimo.com